私はじめに
私。設備概要:
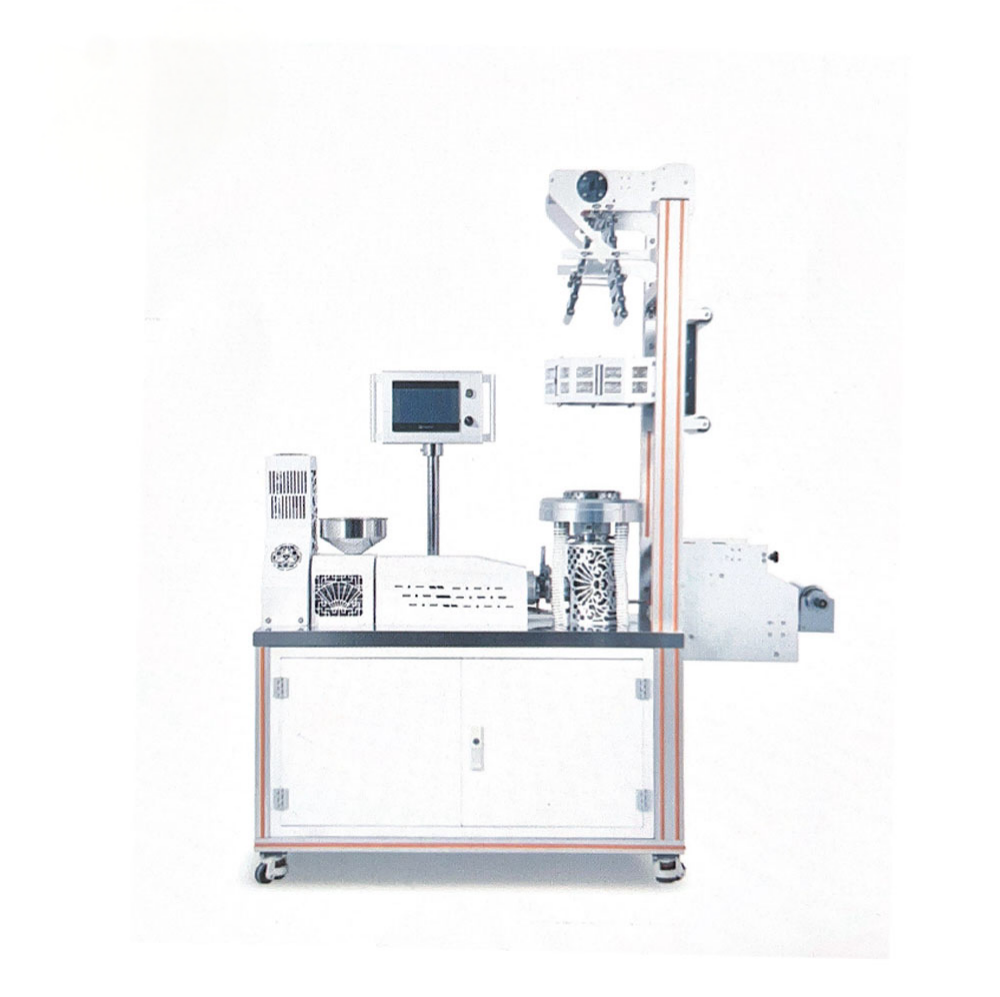
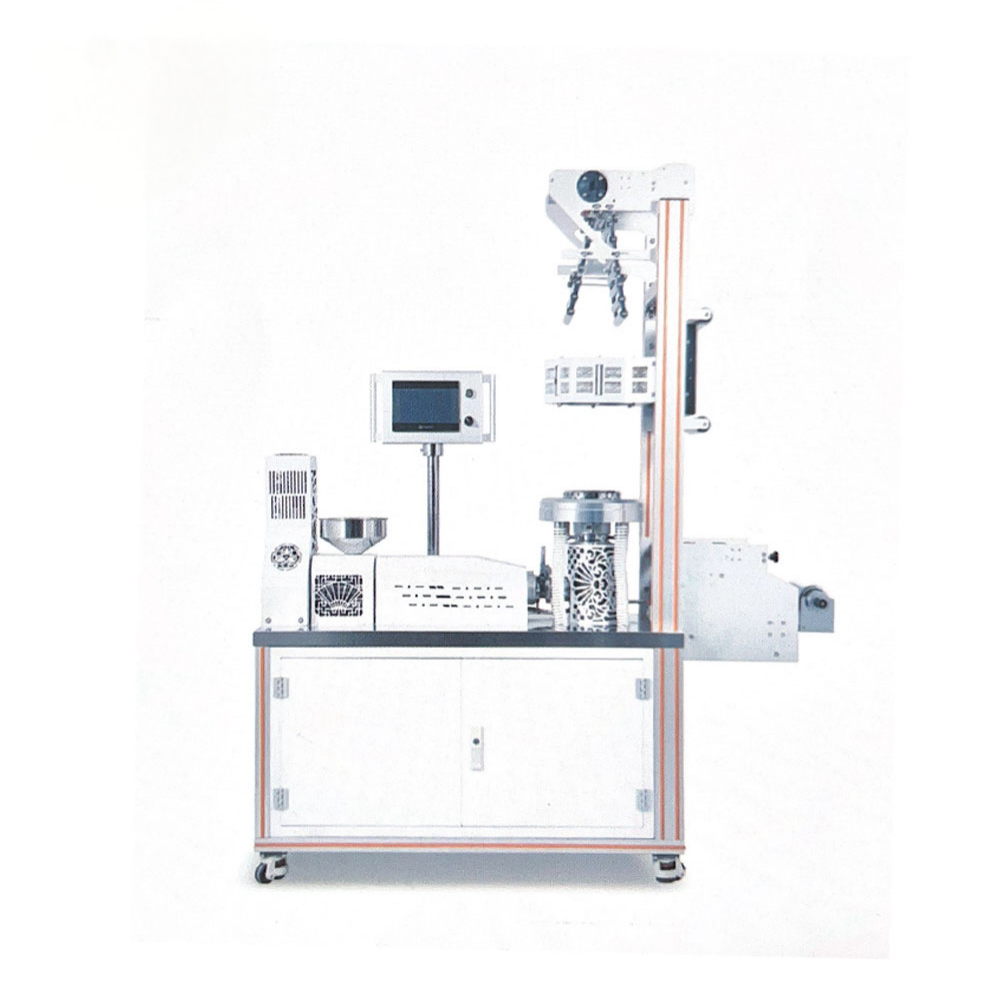
精密ラボブローフィルム押出機は、20 単軸押出機、単層ブローフィルムダイヘッドブローフィルム補助機、および PLC 集中制御システムで構成されています。プラスチック原料は 1 つの押出機によって溶融、可塑化され、押し出され、その後、スリーブ型ダイヘッドによって、幅、厚さ、層比を個別に調整できるフィルムにブローされます。
II.説明:
この製品は、同社の精密押出技術とインフレーションフィルム成形技術を統合したもので、制御と調整が便利で性能が安定しており、原材料の適用範囲が広く、材料が少なく、設置面積が小さいなどの特徴があり、特に実験室環境に適しており、企業や大学、研究機関にとって、新材料、新配合、新プロセスの研究開発の強力なツールとなっています。
III. 主な構成:
|
スクリュー
|
|
供給部の縦溝により、押し出し量が増加し、原料がバレル内で長時間可塑化されるため、可塑化効果がより高くなります。回転速度が低いため、バレルとスクリューの摩耗が軽減され、耐用年数が長くなります。
|
|
ネジ径(mm)
|
Φ20(ミリ)
|
|
加工技術
|
スクリューはPEインフレーションフィルム特殊スクリュー、焼き入れ、窒化処理、合金溶射。
|
|
窒化深さ
|
0.6mm
|
|
窒化硬度
|
≥960
|
|
RV40 ターボ減速機
|
RV50
|
|
スクリューL/D比
|
30:1
|
|
ネジ材質
|
合金鋼
|
|
スクリュー速度(r/min)
|
110
|
|
スクリーンチェンジャー
|
手動両面印刷
|
|
加熱リング
|
通常の加熱リング
|
|
ダイヘッド
|
|
ダイヘッドの内部は単層ランナー構造になっており、材料製品の劣化を防ぎ、金型ランナーの均一性を高め、行き止まりをなくし、金型内の溶融物の流動性を向上させ、金型内の材料滞留の問題を効果的に解決し、成形されたフィルム製品の表面仕上げと透明性を向上させます。
|
|
金型ヘッドの直径
|
Φ120(ミリ)
|
|
ダイオープニングクリアランス
|
2ミリメートル
|
|
風輪の直径
|
300mm
|
|
メインモーター
|
1000Wサーボ2.4N
|
|
24V DCファン
|
250W
|
|
適切な素材
|
PBAT/PLA/PE
|
|
トラクターフレームセクション
|
|
ターボギアモーター一体型機
|
60W
|
|
トラクションローラー長さ
|
250mm
|
|
トラクションローラー直径
|
Φ60
|
|
牽引圧力ローラー長さ
|
250mm
|
|
巻線部
|
|
シングル巻線
|
シングル巻線
|
|
巻き方
|
平行巻き
|
|
ロールボードの厚さ
|
12mm
|
|
ローラー直径
|
Φ80
|
|
マシンサイズ
|
|
長さ×幅×高さ
|
1600x500x1980
|
|
容量
|
5KG/時間
|
|
配布コックスセクション
|
|
ホストサーボ
|
1000サーボ2.4N
|
|
トラクションDC速度制御モーター
|
60W
|
|
温度制御
|
5方向温度制御モジュール
|
|
ソリッドステートリレー
|
5ウェイ
|
|
リレー
|
—
|
|
エアスイッチ
|
—
|
|
押しボタンスイッチ
|
—
|
|
LEDライト
|
35W
|